Comunicaciones
Diagrama de Comunicaciones
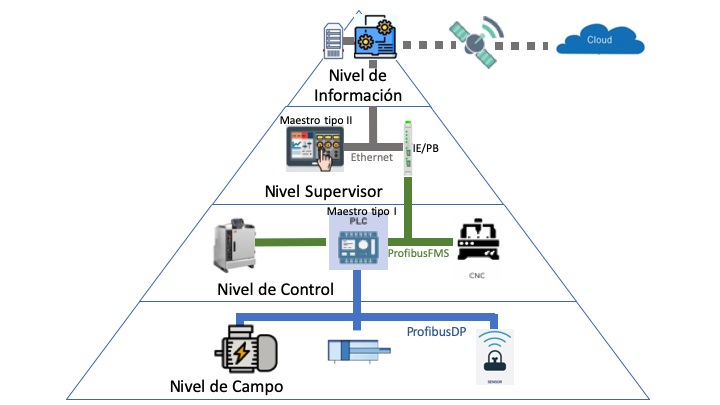
El anterior diagrama de comunicaciones muestra en el nivel de campo un protocolo de comunicación PROFIBUS DP, la cual se implementa en una topología de estrella, donde cada sensor y actuador está conectado individualmente al controlador central o maestro 1, el PLC CompactLogix 5380 Controller con MVI69-PDPS PROSOFT TECHNOLOGY. La conexión se realiza a a través de un cable PROFIBUS RS-485. En el nivel de control se usa el protocolo profibus FMS para la comunicación entre el PLC y los controladores tanto del robot de la celda de manufactura como de la CNC. Sucesivamente, como puente entre la red profibus y la red ethernet usada en el nivel supervisorio se utiliza el convertidor EtherNet/IP HD67594. El maestro tipo 2 es una pantalla HMI Allen Bradley 2711P-B10C22D9P-B la cual permitirá la interacción entre el usuario y los procesos de una manera cómoda y amigable, una interfaz hombre máquina encargada de transmitir las ordenes del usuario a los controladores y de permitir la observación de las variables del proceso graficamente. Finalmente en las capas sucesivas se usa una conexión ethernet que permitirá la conexión entre servidores, bases de datos y computadores corporativos. Vale la pena aclarar que se tiene una conexión a la nube del proceso.
Cabe resaltar que es importante configurar adecuadamente las direcciones de los dispositivos esclavos y los parámetros de comunicación en el controlador maestro para garantizar una comunicación adecuada en la red PROFIBUS DP y FMS.