- Orientación del proyecto
Se realiza un análisis preliminar de la planta de producción inicial en la cual
se identifiquen detalladamente las especificaciones de los procesos de
producción con el fin de:
- Definir objetivos y alcance
- Establecer los requerimientos del cliente
- Identificar recursos económicos disponibles en los procesos
- Identificar los requerimientos de los procesos
- Definir los indicadores de desempeño en los procesos de producción
- Análisis de proceso
Se realiza la identificación general de la planta de producción inicial, con el objetivo de:
- Identificar los objetivos de producción
- Identificar los recursos disponibles (Humanos, materiales y equipos)
- Identificar la complejidad de cada uno de los procesos operacionales de
la producción
- Medir los indicadores de productividad actuales
- Identificar los pasos de las operaciones de la planta actuales
- Optimización de producción
Análisis de cada uno de los indicadores de productividad, los objetivos de
producción con el fin de identificar los puntos a intervenir para posibles
mejoras en los procesos de producción, teniendo en cuenta los tiempos deoperación y los tiempos de no generación de valor por medio de las
simulaciones en software y los recursos disponibles. Para mejorar los
procesos se debe considerar diferentes escenarios posibles para identificar
las posibles falencias de la planta, las cuales se pueden intervenir en la
optimización de los procesos.
- Identificación de procesos
Preselección de aquellos procesos que pueden ser candidatos para ser
automatizados, teniendo en cuenta el flujo de material de trabajo, los
procedimientos operativos y el análisis de desempeño de productividad de
los procesos que se pueden optimizar. Nos permite obtener
- Selección de proceso
Se indica el proceso que se desea automatizar, seleccionando uno de los
procesos presentes en la preselección realizada en la identificación de
procesos, además de identificar claramente los indicadores de desempeño
de producción de este proceso.
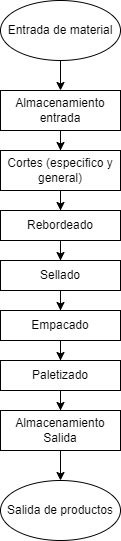
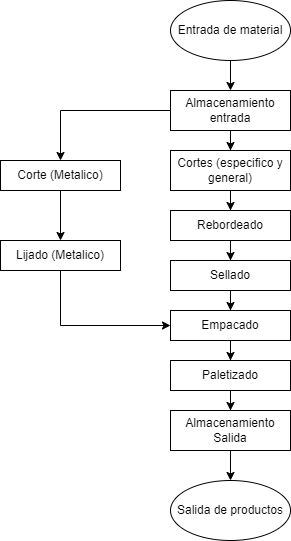
- Diagrama de flujo del proceso
Se realiza el diagrama de flujo del proceso seleccionado para el diseño de la
celda de manufactura robotizado con el fin de identificar cada una de las
operaciones internas que posee este proceso y asi poder realizar un
diagrama de flujo optimo al cual llegar a partir de la robotización de la celda
manufactura. Además, se debe realizar la correspondiente clasificación de
las operaciones internas del proceso con el fin de categorizar el nivel de
operación entre máquina, robot y operario, además de establecer las
herramientas necesarias para la operación en la celda de manufactura.
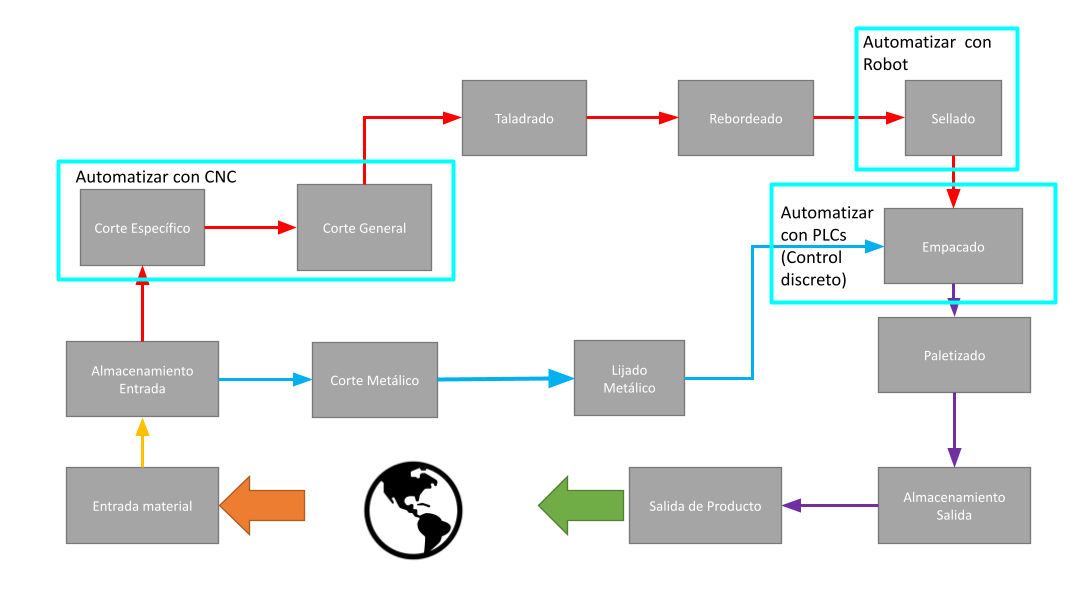
- Automatización de procesos
Se replican las tareas operacionales del proceso seleccionado que pueden
ser automatizables por medio de la categorización realizada en el diagrama
del análisis del diagrama de flujo del proceso, para esto se deben tener en
cuenta los objetivos del proceso, las metas de producción planteadas, los
recursos disponibles y las consideraciones de seguridad y operación de la
celda de manufactura.
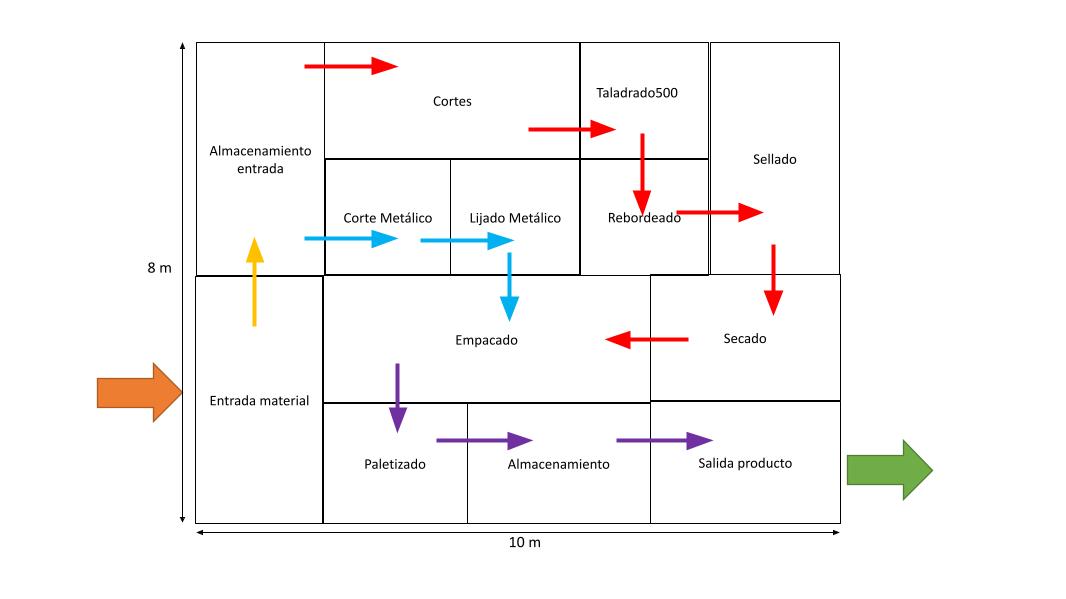
- Identificación de alternativas
Se deben tener en cuenta la normatividad vigente para el diseño de celdas
de manufactura, como también las guías vigente que definen la identificaciónde los riesgos y la seguridad en los puestos de trabajo tanto de regulación
nacional como internacional, con esto se identifica el espacio requerido para
cada tarea dentro de la celda de manufactura robotizada, a demás de
establecer las restricciones dimensionales existentes para la celda, asi como
de los requerimientos que se deben cumplir de acuerdo a la debida selección
del manipuladora o manipuladores industriales necesarios para la celda,
como lo es el espacio diestro que requieren los robots industriales
- Solución óptima e implementación
De acuerdo con las alternativas desarrolladas para la celda de manufactura
a automatizar, se debe realizar una debida selección de la opción optima que
permita mejorar el proceso seleccionado por medio del cumplimiento de los
requerimientos establecidos para la operación a automatizar. Se debe
realizar una adecuada evaluación individual de cada una de las alternativas
por medio de estrategias de decisión, además de seleccionar debidamente
los elementos de hardware y software que competen en la celda de
manufactura para la implementación de esta.
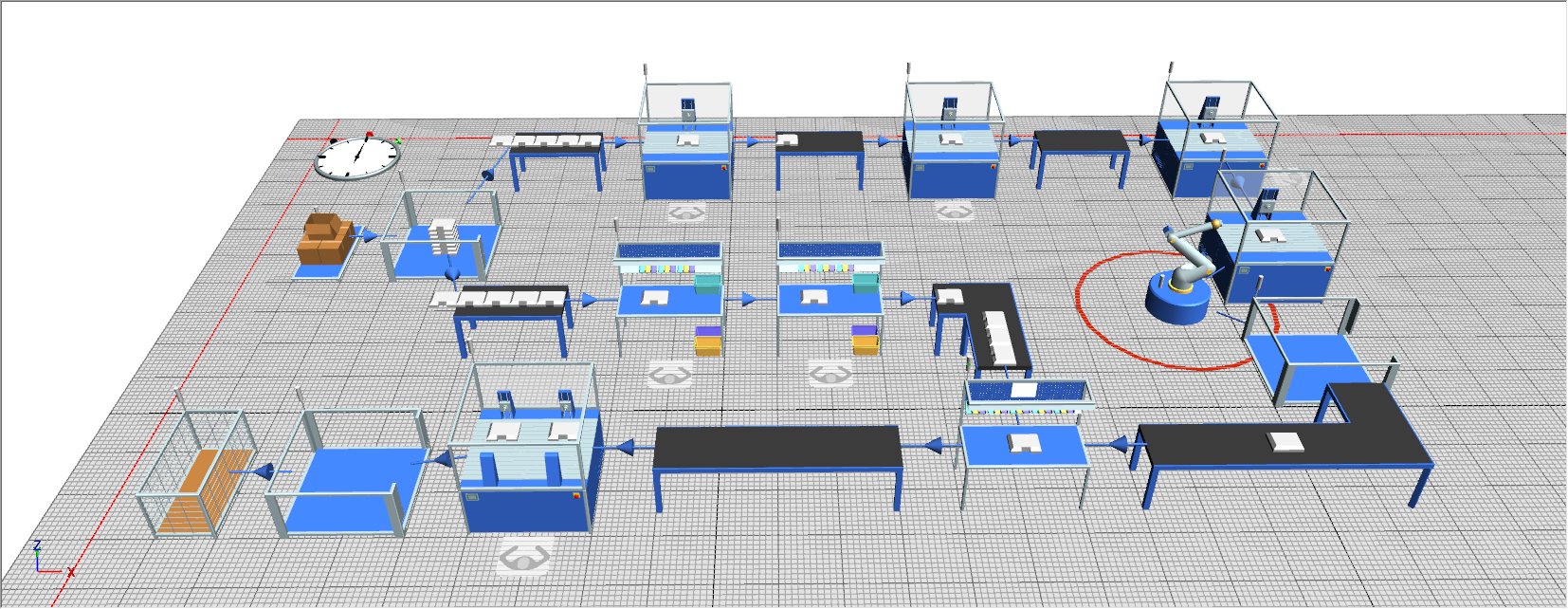
- Evaluación y validación de desempeño
La implementación de la celda de manufactura se realiza por medio de la
construcción de simulaciones que permiten el establecimiento del gemelo
digital de la celda de manufactura mediante el uso de software. El uso de los
recursos de simulación permite la evaluación y validación del desempeño de
la celda de manufactura robotizada, con estas se registran los impactos
generados por esta etapa de la planta dentro del proceso de producción,
usando como criterio de comparación el estudio de la planta sin automatizar,
además de los objetivos y metas planteados, asi como la evaluación de
desempeño previa.
- Seguridad
La seguridad en los puestos de trabajo y en especial de una celda de
manufactura robotizada es de estricto cumplimiento y revisión, ya que al tener
un equipo de operación autónomo se tiene alto riesgo de accidentes si llegan
a existir interacciones con operarios humanos, dado que al ser una máquina
no es capaz de medir y evitar riesgos. Para esto se deben:
- Identificar las fuentes de riesgos (peligros) en la solución de celda de
manufactura definitiva.
- El nivel de riego admisible
- Mitigar y reducir los niveles de riesgo por medio de elementos de
protección, prevención e información.
- Evaluar los riesgos finales.
- Iterar hasta minimizar lo mas posible los riesgos existentes.
- Documentación del módulo
El proceso de diseño de celdas de manufacturas robotizadas es un proceso
que genera una serie de tareas que deben estar debidamente documentadas
y plasmadas por escrito, debido a que existen diferentes tareas y
evaluaciones que permiten compilar datos de la solución final planteada,
además se debe registrar la evaluación de la seguridad y la funcionalidad de
la celda en el entorno virtual de simulación.
Teniendo en cuenta los puntos definidos de la hoja de ruta de diseño de celdas de manufactura robotizadas,
se tiene el siguiente flujo de decisión de la hoja de ruta.